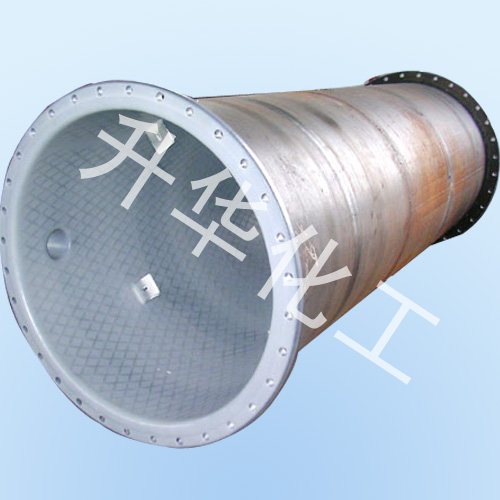
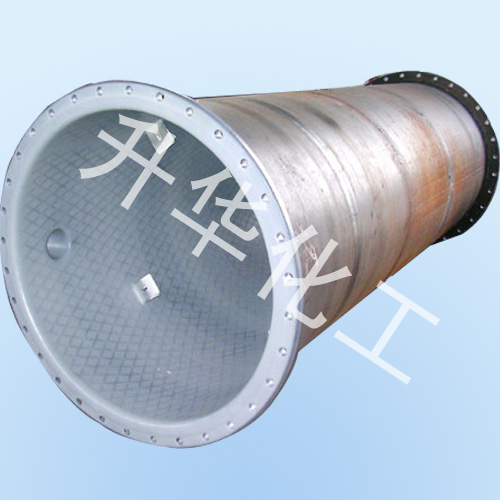
钢衬四氟储罐翻边工艺步骤
对内衬钢的四氟储罐进行翻边可以提高储罐的韧性,防止储罐损坏或变形。因此,在储罐翻边过程中,必须正确操作,不得出错,否则一旦操作出错,将直接导致翻边失败,损坏储罐。因此,下面的小格子将讨论翻边工艺的正确操作步骤。
1. 首先,用扩径工具对内衬钢的四氟储罐的四氟口进行一步扩孔。
2. 直径扩张应使用定径研磨工具进行。
3. 冷却处理。这时,钢制内衬四氟乙烯储罐已经完工。
4. 其余的是抛光和油漆。
因此,在对内衬钢板的四氟储罐进行翻边时,必须保证我们的操作方法是正确的,为了提高翻边工艺的成功率和质量,我们必须更加注意翻边时的一些易出错点,并警惕同样的错误。
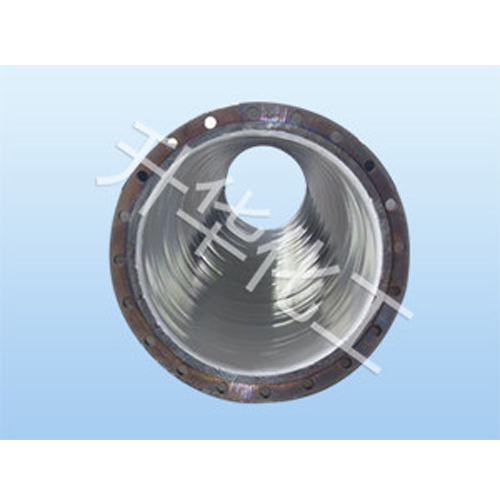
塑料内衬管道坡口模具的选择及其力学要求
根据内衬材料的不同,塑料内衬管可分为生活给水、消防系统和化工生产。它具有低交通阻力和耐腐蚀性。这次,我们将主要讲解塑料内衬管在制槽过程中容易出现的问题,以及相关模具和机械的选择和要求:
1.容易出现的问题:
衬塑钢管的轧制坡口比普通镀锌钢管提出了更高的要求。 机械选择不当和操作不当可能导致塑料衬里层脱落和断裂。
2.滚槽模具的选择及对机械的要求;
由于衬塑管道的滚道属于新的连接工艺,相应的滚道设备不会同步更新。 针对轧槽过程中衬塑层脱落或断裂的现象,增大轧槽模具直径至钢管内径的2/3,增加接触面积,减小局部衬塑层摩擦力,有效防止衬塑层脱落。 滚压槽模与管道的接触面采用花纹形状,取消了原有滚压槽模的齿形结构,防止塑料衬里层被切割和压碎。
如果衬塑钢管的凹槽深度太深,衬塑层就会脱落,太浅不符合标准,无疑给管道的正常使用埋下隐患。因此,轧制模具和机械的选择是基于上述标准。